电磁加热辊,对于在材料加工领域里的从业者来说,十之八九知道电磁加热辊产品。因为更多的从业者及企业主们在使用导热油辊、蒸汽加热辊等产品的过程中,对其漏油、环保、安全、能耗方面的缺陷深有感触。一方面,是导热油辊温度均匀性无法满足材料生产的需求,无法交付质量一致性的优良材料产品。另一方面特别是导热油的环境破坏及维护成本增加企业负担,同时,处理不当时,时有因导热油泄露发生火灾的事故发生。
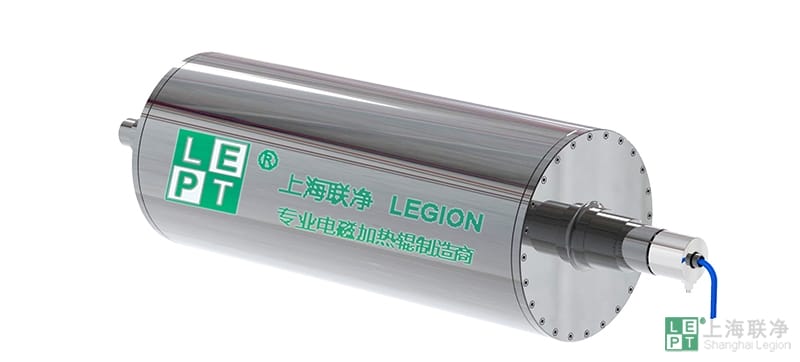
电磁加热辊一般外形图
对于电磁加热辊的原理,简单概括,就是利用电磁感应的涡流效应及磁滞效应让辊体自身发热,通均温手段让辊面工作区温度均一,与被加工材料进行间接或直接的换热,通过闭环回路进行温度的补充控制。百家号“联净电磁加热辊”中有另外的文章说明,本文不做重要的介绍。
电磁加热辊相对于导热油辊,不存在两端头温度的进油侧高,出油侧低的情况,线圈直接分布于辊体内部,端部不存在导热油加热的换热情况。所以轴承位的温度更低,降低了高温度工艺生产条件下使用加热辊带来轴承养护成本及工作强度,减少设备故障率。正因为电磁加热辊感应线圈放置于辊体内部的原因,线圈与两个边部的端盖止口有一定的安全距离,通常按一般的结构,对应辊面边部向中心方向大约40~100mm是没有感应线圈分部的,当然,加工电磁加热辊时,会在边部做一定的磁密度补偿及均温补偿,但还是会因端盖散热、补偿不够等原因(因辊体的不同需求时会有不同的设计方案)造成辊体的边部效应大。即,辊体两边的无效边会比较大,通常按温度精度会存在50~150mm的无效边。电磁加热辊的温度边际效应,详见下图:
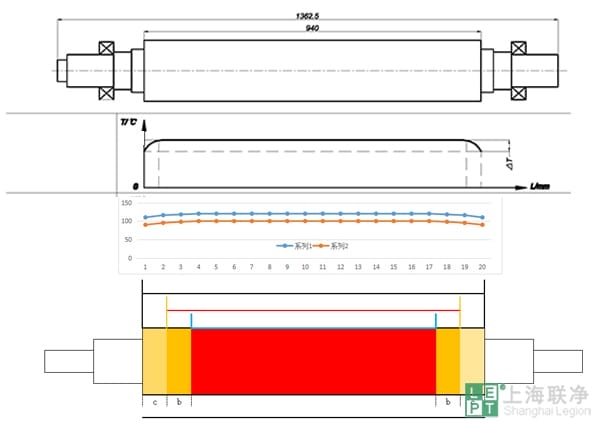
一般电磁加热辊的温度分布及边际效应示意图
关于电磁加热辊工作区的边际效应问题,通常是制造商采用强大的温度均一手段进行弥补,因不同的辊体情况,制作方法有所区别,因涉相关方法及资料涉及企业knowhow问题,在此不作相关介绍。对于电磁加热辊内部线圈结构,可以是单个或多个组成。配套控制方式可以是每线圈进行独立回路控制、或多个线圈组合控制、或多个线圈一点控制,多点补偿修正。这个跟辊体的线圈结构设计有关系。
为什么会这么复杂呢?用一个线圈不就好了吗?
是的,当然是用一个线圈好!
一个线圈,做制作、使用及养护等方面来说,都要方便得多。比如,一支300kw的电磁加热辊,采用10kw电源模块来进行组合,需要30个电源模块,光线圈导线就有60根,加上庞大的控制电气柜,这一把线不论是在现场的施工还是后期的维护都是一十分痛苦的事情。市场上主流的品牌电磁加热辊,如日本特电、上海联净。99%采用单线圈结构都是采用一个线圈的结构方式。
那为什么会有多线圈结构方式呢?
原因有二,下面我们简要概括:
原因一,辊体温度均匀技术问题,当企业技术设计及制作水平不够,无法满足于边部较小距离时,采取分段控制的方法。比如模压辊,直径约300mm,长度约1500mm电磁加热辊,有效材料工作宽幅1300mm,工作温度200℃±2℃。有企业进行分3个线圈独立控制、也有企业分5个线圈独立控制。当然,温度的均匀性也并没有达到预期分段控制所要达到的目标。
对均温技术的欠缺,是导致其采用此方法的主要原因。
原因二,对于特殊工艺要求,如辊面横向工艺温度需要差异化调节、单位时间的负载有大量的热量消耗、波动的极不平衡负载、对机械精度需要热补偿修正误差的工艺。会特殊定制差异化的温度控制方法,如电子软板业的三线圈一点控制多点补偿修正(与上述原因一说的单段独立控制不是一回事)。即,这样的方式通常用用特殊制程工艺需求。并不是主流的电磁加热辊产品温度的控制手段。
那要采购电磁加热辊时,是选一段线圈还是多段线圈?
这个要选择什么样的产品时,这里面原因可能会有人际关系、资金预算等方面的原因,从技术角度上来说,选一个线圈的准没错,如果你是这个设备的使用者,你的制程工艺又没有特殊需求,那你就不要给自己今后找麻烦,选一个线圈结构的。相信我的推荐!
对于常规的电磁加热辊的温度控制,都是采用单个或多个闭环回路来进行控制的,我们在此就不多说。本文想针对一些特殊制程的工艺需求,采用多线圈控制差异化温度的一些方法给大家分享,抛砖引玉。下面我们列举针对布料烫整定型专用电磁加热辊筒来分步详细说明。
技术领域
涉及纺织辅助设备领域,具体地,涉及一种运用于针织圆机的仅通过一个感应加热电源模块进行分区循环加热的加热辊及其加热方法。
背景技术
在织布行业中,圆织机有着庞大的市场占有率,在圆织机的织布机构内部,可以增加一个立式的电磁加热辊,作为布料的烫整处理,可以省去后续的烫整工序。
图1为现有技术的采用立式的电磁加热辊的针织圆机的结构图。如图1所示,其中电磁加热辊的辊体401,被设置在针织圆机50中织出的圆筒型的布料60的位置的下方,布料60包裹在辊体401表面,电磁加热辊直接对布料60进行烘干。(现有技术的针织圆机50通常还包括纱架、储纱器、喂纱嘴、送纱盘、纱圈托架等等部件,本案中为了避免上述部件遮挡本案的结构,所以图纸中不显示上述部件)
继续参考图1,在实际生产工艺中,根据不同的布料,对此方法的烫整工艺会有不同的需求,即在物料经过辊面的过程中,要实现分段温度烫整。通常,在辊体方面采用上中下三个温度区,分别为第一温区a、第二温区b、第三温区c,根据不同的布料工艺需求,可能采用第一温区a、第二温区b、第三温区c温度分布为不同位置高度的温区。如第一温区a高、第二温区b较第一温区a低、第三温区c较第二温区b低;第一温区a低、第二温区b较第一温区a高、第三温区c较第二温区b高等方式组合烫整工艺。按此方法,可以在电磁辊中设三个加温区,由三个检测点控制加温,对应三个感应加热线圈,每个线圈对应一个感应加热电源模块。
现有技术中,通过三个感应加热电源模块分别对应每个线圈,对每个线圈进行温度监控和加热。但是,在实际使用中,通常感应加热电源模块的工作状态的时间短,停机状态的时间较长,利用率不高,而且感应加热电源的成本很高,这造成了电磁加热辊的实际成本上升,核心部件的利用率较低。
与此同时,烫整面料工艺对温差有一定容忍量,一般,烫整面料工艺对温差的波动可以在3至5℃左右,在这个温差范围内,烫整面料的效果没有什么差别。
方案内容
针对现有技术中的缺陷,本方案提供了一种分区循环加热的加热辊及其加热方法,克服了现有技术的困难,减少两个感应加热电源模块的使用,降低了电磁加热辊的实际成本,提高了核心部件的利用率。
根据本方案的一个方面,提供一种分区循环加热的加热辊,包括:加热辊模块、电源模块、循环加热切换模块以及控制模块;
所述热辊模块包括一辊体,所述辊体内环绕着三个感应加热线圈,每个感应加热线圈分别对应所述辊体表面的一个温区,且每个温区分别设有一热电阻;
所述电源模块通过所述循环加热切换模块分别连接所述感应加热线圈;
所述控制模块分别连接三个所述热电阻以及循环加热切换模块,根据所述热电阻测得的温度数值,通过所述循环加热切换模块调节所述电源模块与每个感应加热线圈之间的连接状态。
优选地,所述循环加热切换模块包括三个接触器,所述接触器的一端连接所述电源模块,另一端连接所述热辊模块中的一个感应加热线圈,每个所述接触器上还设有一接收控制信号的接触器线圈,所述接触器线圈分别连接到所述控制模块。
优选地,所述辊体内还设有一辊体内轴,所述辊体环形包覆在辊体内轴外的,可相对于辊体内轴旋转,所述感应加热线圈相互平行地环绕在所述辊体内轴表面,被所述辊体内轴和所述辊体完全覆盖。
优选地,所述加热辊模块还包括一环形的下推力轴承和一环形的上支撑轴承,所述辊体的内圈的上下两侧分别通过所述上支撑轴承和下推力轴承夹持所述辊体内轴的上下表面。
优选地,所述辊体的上部还设有一集电环,所述控制模块通过所述集电环连接所述热电阻。
优选地,所述电源模块是一高频电磁感应加热电源,频率在18至40khz。
根据本方案的另一个方面,还提供一种分区循环加热的加热方法,采用如上述的分区循环加热的加热辊,包括以下步骤:
s101:所述加热辊开始工作;
s102:所述控制模块进行采样对比,判断第一温区的所述热电阻测得的实时温度数值是否小于预存的该温区目标温度,若是,执行步骤s103;若否,执行步骤s104;
s103:断开第二、第三温区的感应加热线圈与电源模块,接通第一温区的感应加热线圈与电源模块,执行步骤s108;
s104:所述控制模块进行采样对比,判断第二温区的所述热电阻测得的实时温度数值是否小于预存的该温区目标温度,若是,执行步骤s105;则若否,执行步骤s106;
s105:断开第一、第三温区的感应加热线圈与电源模块,接通第二温区的感应加热线圈与电源模块,执行步骤s108;
s106:所述控制模块进行采样对比,判断第三温区的所述热电阻测得的实时温度数值是否小于预存的该温区目标温度,若是,则执行步骤s107;若否,执行步骤s102;
s107:断开第一、第二温区的感应加热线圈与电源模块,接通第三温区的感应加热线圈与电源模块,执行步骤s108;
s108:对被接通的温区进行电磁加热;以及
s109:加热结束,执行步骤s102。
优选地,所述控制模块进行采样对比的采样频率是100至500毫秒。
优选地,所述步骤s103、s105、s107中,断开前1秒,停止电源模块。
优选地,所述步骤s108中,进行电磁加热之前还包括延时1秒。
优选地,所述步骤s105中,进行电磁加热的时间长度为10秒。
与现有技术相比,本方案的分区循环加热的加热辊及其加热方法采用三个采温点进行温度对比,仅通过一个感应加热电源模块对三个温度区进行循环轮流加热,减少两个感应加热电源模块的使用,降低了电磁加热辊的实际成本,提高了核心部件的利用率。
附图说明
通过阅读参照以下附图对非限制性实施例所作的详细描述,本方案的其它特征、目的和优点将会变得更明显:
图1为现有技术的采用立式的电磁加热辊的针织圆机的结构图;
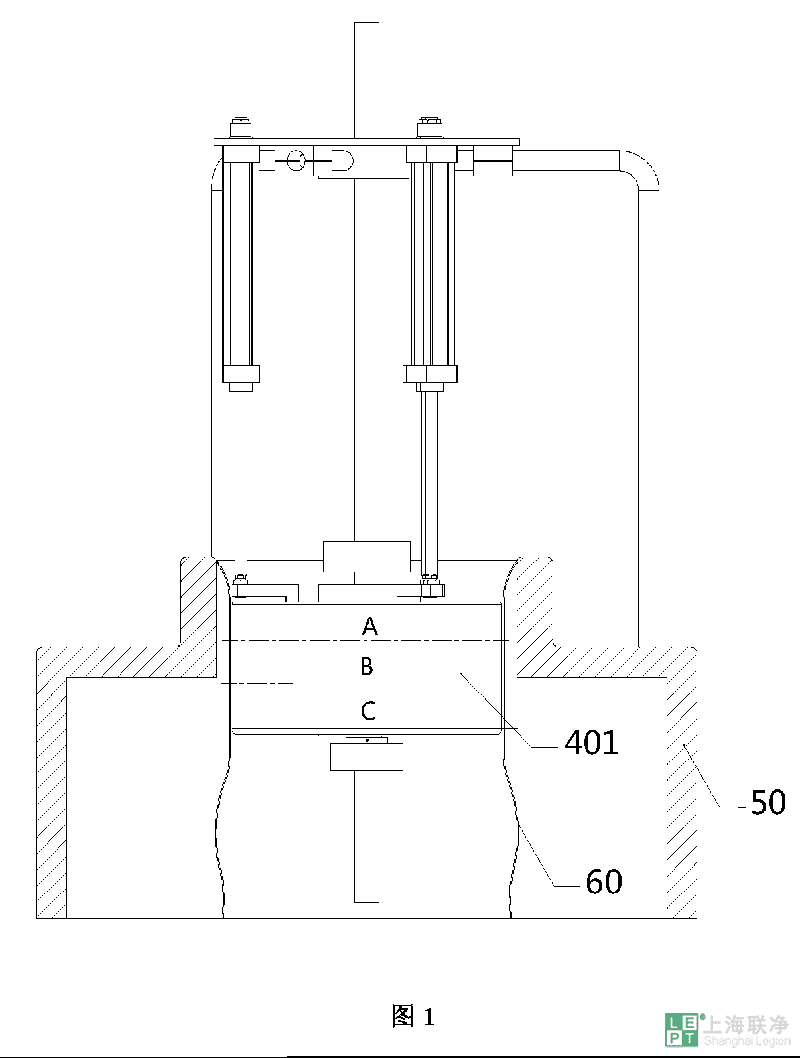
图2为本方案的分区循环加热的加热辊的模块连接示意图;
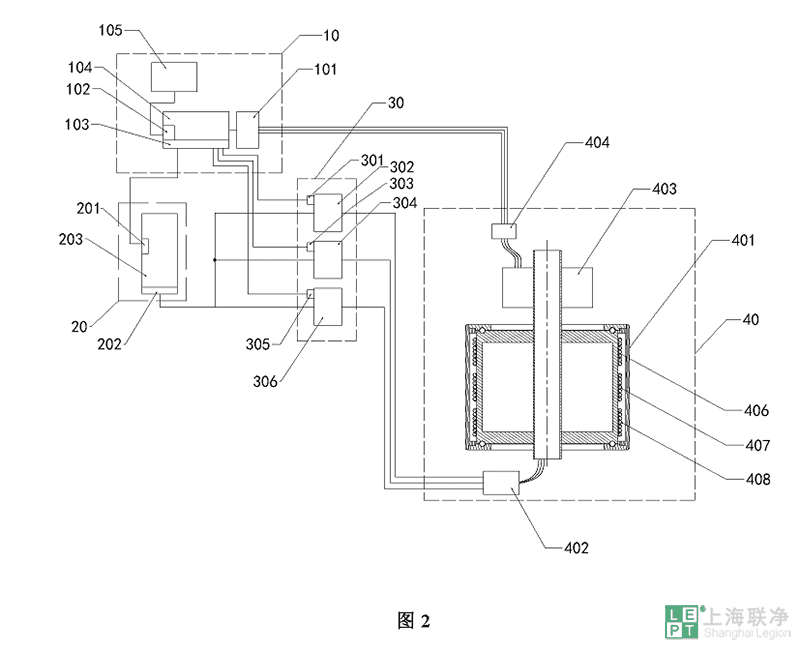
图3为本方案中加热辊模块的剖面图;
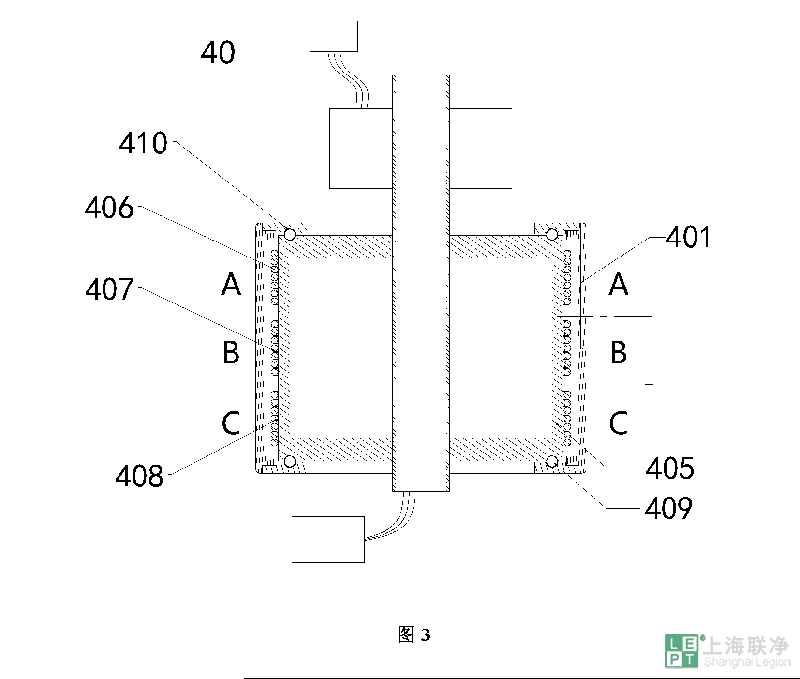
图4为本方案中辊体的立体局剖结构示意图;以及
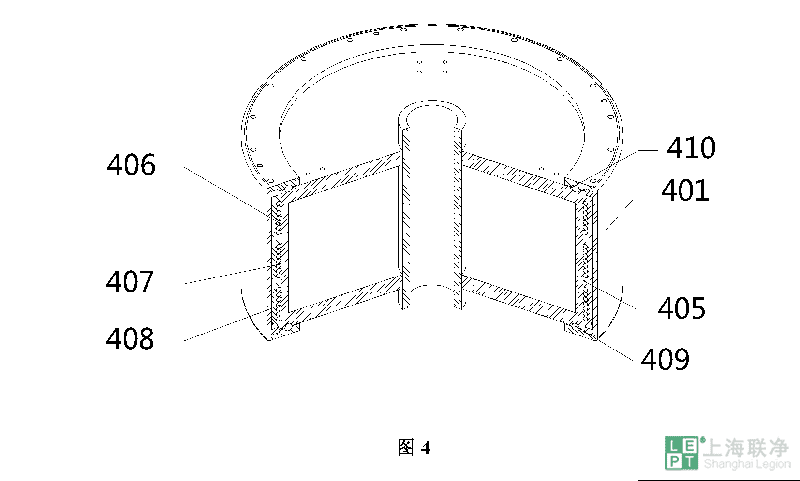
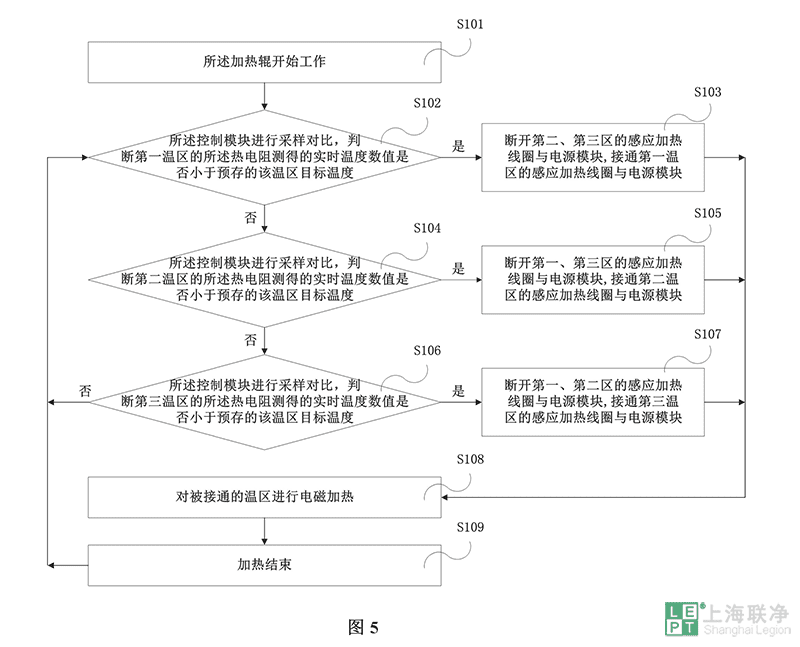
图5为本方案的分区循环加热的加热方法的流程图。
具体实施方式
本领域技术人员理解,本领域技术人员结合现有技术以及上述实施例可以实现变化例,在此不予赘述。这样的变化例并不影响本方案的实质内容,在此不予赘述。
第一实施例
图2为本方案的分区循环加热的加热辊的模块连接示意图。如图2所示,本方案的分区循环加热的加热辊,包括加热辊模块40、电源模块20、循环加热切换模块30以及控制模块10。电源模块20分别为加热辊模块40和控制模块10供电,循环加热切换模块30设置在电源模块20和加热辊模块40之间,可以选择性接通或断开加热辊模块40中每个感应加热线圈406、407、408的供电连接。控制模块10根据每个温区的温度与目标温度的比较,对循环加热切换模块30进行调整,通过循环加热每个温区,使得每个温区都能达到预定的温度值。由于在烫整面料工艺对温差有一定容忍量(只要将温差控制在3至5℃之内,烫整效果不会有差别),所以即使本方案不是时刻监控并调整每个温区的温度,其烫整效果和使用价值与现有技术的每个温区都设有一套感应加热电源模块的装置是相同的。但在本方案中,只需要使用一个感应加热电源模块,所以,本方案与现有技术在实现成本上相差很大。
继续参考图2,具体来说,加热辊模块40包括一垂直于地面的辊体401,辊体401内环绕着三个感应加热线圈406、407、408,每个感应加热线圈分别对应辊体表面的一个温区,且每个温区分别设有一热电阻(图中未示出)。由于针织生产工艺的特殊性,本方案中特别选用电磁感应加热装置作为热源。电磁感应加热的基本工作原理是利用交变的电流产生交变的磁场,这个交变的磁场使其中的金属导体内部产生涡流(eddy current),从而使辊体401迅速发热。辊体401的下部设有一个高频接口402连接到电源模块20,形成供电回路。辊体401的上部还设有一集电环403以及集电环信号接口404。由于辊体401在使用中会一直旋转,集电环403可以在连续旋转的同时,始终传输信号,避免导线在旋转过程中造成扭伤。加热辊模块40对应三个温区的热电阻分别通过集电环信号接口404连接到控制模块10中的温度信号采集器101。
控制模块10中的温度信号采集器101将从热电阻测得的每个温区的实时温度发送到可编程逻辑控制器104。上位机105中预存有各个温区的目标温度、加热时间,延迟时间等等控制数据,连接到可编程逻辑控制器104的通信接口102,进行数据交换。可编程逻辑控制器104对每个温区的实时温度与目标温度进行对比,调整循环加热切换模块30中的连接状态。而且,可编程逻辑控制器104还通过输出接口103连接到电源模块20中的电源203的启动信号接口201。其中,可编程逻辑控制器104(英文简称plc),可能采用市面上通行的品牌。也可以是采用单片微型计算机(英文简称mcu)、数字信号微处理器(英文简称dsp)、复杂可编程逻辑器件(英文简称cpld)、现场可编程门阵列(英文简称fpga)等系统处理,且不以此为限。为通用方便,优先采用plc系统。上位机105可以是个人电脑,工控机、人机显示屏、文本操作屏,液晶显示屏等终端操作设备,且不以此为限。
电源模块20中的高频输出接口202通过循环加热切换模块30以及加热辊模块40中的高频接口402,分别连接到感应加热线圈406、407、408供电。电源模块20是一高频电磁感应加热电源,其加热的效果由频率,电流,磁场共同决定。在本实施例中,出于烘干布料的工艺要求(需要考虑所需温度、布料的适度、加热的速度、材料抗老化以及常用的布料材质等等),优选的频率为18至40khz,但不以此为限。
循环加热切换模块30包括三个接触器302、304、306,接触器的一端连接电源模块20的高频输出接口202,另一端连接热辊模块40中的高频接口402,向感应加热线圈406、407、408供电。每个接触器302、304、306上还设有一接收控制信号的接触器线圈301、303、305,接触器线圈301、303、305分别连接到控制模块10的输出接口103。接触器302、304、306利用线圈流过电流产生磁场,可以使触头闭合,导通感应加热线圈406、407、408与电源模块20。其中,接触器302、304、306可以是交流接触器,或是直流接触器。
图3为本方案中加热辊模块的剖面图。如图3所示,辊体401内还设有一辊体内轴405、一环形的下推力轴承409和一环形的上支撑轴承410。辊体401环形包覆在辊体内轴405外的,可相对于辊体内轴405旋转,感应加热线圈406、407、408相互平行地环绕在辊体内轴405表面,被辊体内轴405和辊体401完全覆盖。感应加热线圈406、407、408分别对应了辊体401表面的第一温区a、第二温区b和第三温区c。
图4为本方案中辊体的立体局剖结构示意图。如图4所示,辊体401的内圈的上下两侧分别通过上支撑轴承410和下推力轴承409夹持辊体内轴405的上下表面,使得辊体401可以相对于辊体内轴405流畅地旋转。工作状态下,辊体401可以被针织圆机50(参见附图1)织出的圆筒形的布料60(参见附图1)包紧,而随着布料的旋转而转动,而此时,辊体内轴405保持不动,并不会跟随旋转。辊体401与辊体内轴405之间保留一定距离,防止辊体401在旋转中划伤感应加热线圈406、407、408。
图5为本方案的分区循环加热的加热方法的流程图。如图5所示,本方案的分区循环加热的加热方法,采用上述的分区循环加热的加热辊,包括以下步骤:
s101:加热辊开始工作。
s102:控制模块进行采样对比,判断第一温区的热电阻测得的实时温度数值是否小于预存的该温区目标温度,若是,执行步骤s103;若否,执行步骤s104。
s103:断开第二、第三温区的感应加热线圈所对应的接触器,接通第一温区的感应加热线圈所对应的接触器,执行步骤s108。
s104:控制模块进行采样对比,判断第二温区的热电阻测得的实时温度数值是否小于预存的该温区目标温度,若是,执行步骤s105;则若否,执行步骤s106。
s105:断开第一、第三温区的感应加热线圈所对应的接触器,接通第二温区的感应加热线圈所对应的接触器,执行步骤s108。
s106:控制模块进行采样对比,判断第三温区的热电阻测得的实时温度数值是否小于预存的该温区目标温度,若是,则执行步骤s107;若否,执行步骤s102。
s107:断开第一、第二温区的感应加热线圈所对应的接触器,接通第三温区的感应加热线圈所对应的接触器,执行步骤s108。
s108:对被接通的温区进行电磁加热。以及
s109:加热结束,执行步骤s102。
优选地,自加热辊启动开始频繁对三个温度点进行采样对比,采样频率可以在100至500毫秒。
优选地,在步骤s103、s105、s107中,在接触器断开前1秒左右的时间(这个时间可根实际据需要而定,不以此为限),停止电源模块。这么做的目的在于能够防止接触器触点断开时产生拉弧,将接触器触点损坏。
同样地,步骤s108中,进行电磁加热之前还包括延时1秒左右的时间(这个时间可根实际据需要而定,不以此为限)。这么做的目的在于使接触器触点接合牢靠后再通电源,以免造成线路接触不好带来的如拉弧使接触器触点粘结损坏。
步骤s105中,进行电磁加热的时间长度为10秒。该时间可以通过上位机来设定,根据需要可以修改。考虑到太长的加热时间会使加热辊温度过高,损坏布料,而加热时间较短,则不能使加热辊到达目标温度,所以优选的时间段为5至20秒之间,但不以此为限。
本方案的分区循环加热的加热辊的使用过程大致如下:
控制模块10中的温度信号采集器101将从热电阻测得的每个温区的实时温度发送到可编程逻辑控制器104,与上位机105中预存的各个温区的目标温度进行比较,发现第一温区a的当前温度没有达到设定温度,则首先单独对第一温区a进行加热。此时,可编程逻辑控制器104通过输出接口103控制第一温区接触器302首先接通(第二温区接触器304、第三温区接触器306禁止接通),延时1秒后,可编程逻辑控制器104向电源模块20的启动信号接口201输送启动加热的信号,电源模块20开始工作,立式电磁加热辊烘筒开始工作。仅通过感应加热线圈406对第一温区a加热10秒(该时间可以通过上位机开放,根据需要可以修改),加热10秒后,可编程逻辑控制器104通过输出接口103控制电源模块20的启动信号接口201断开。延时1秒后,断开302交流接触器线圈301控制信号,同时,接触器触点断开。(本实施例中,假设通过10秒加热后,第一温区a达到设定温度)
控制模块10第二次对比每个温区的实时温度与目标温度,发现第一温区a的当前温度达到设定温度、第二温区b的当前温度没有达到设定温度,则开始单独对第二温区b进行加热。可编程逻辑控制器104通过输出接口103控制第二温区接触器304接通(其中第一温区接触器302、第三温区接触器306禁止接通)。延时1秒后,启动加热,仅通过感应加热线圈407对第二温区b加热10秒,加热时间到后,启动信号接口201先断开,1秒后,第二温区接触器304断开。同样,加热时间长短可以通过上位机开放设置。(本实施例中,假设通过10秒加热后,第二温区b达到设定温度)
控制模块10第三次对比每个温区的实时温度与目标温度,发现第一温区a的当前温度达到设定温度、第二温区b的当前温度达到设定温度,第三温区c的当前温度没有达到设定温度,则开始单独对第三温区c进行加热。第三温区接触器306接通(第一温区接触器302、第二温区接触器304禁止接通)。延时1秒后,启动加热,仅通过感应加热线圈408对第三温区c加热10秒,该加热时间可以通过上位机设置。加热时间到后,加热停止,延时1秒后,接触器306断开。
通过这种方式,本方案可以仅用一个电源模块不断循环加热对应三个温区的三个感应加热线圈,在此过程中,如果有一个温区达到设定的目标温度,则换成在其余两个温区(没达到设定目标温度)之间循环加热。如果只有一个温区没有达到目标温度,则只在一个温区间加热,直至达到目标温度,若中途有温区温度下降低于设定温度时,则进入一个或多个温区的循环加热。
综上可知,本方案的分区循环加热的加热辊及其加热方法采用三个采温点进行温度对比,仅通过一个感应加热电源模块对三个温度区进行循环轮流加热,减少两个感应加热电源模块的使用,降低了电磁加热辊的实际成本,提高了核心部件的利用率。
以上对本方案的具体实施例进行了描述。需要理解的是,本方案并不局限于上述特定实施方式,本领域技术人员可以在权利要求的范围内做出各种变形或修改,这并不影响本方案的实质内容。
电磁加热辊的原理及一种温度控制方法,以上信息供参考,更多关于电磁加热辊的文章,请关注百家号“联净电磁加热辊”。
特别声明:本站所转载其他网站内容,出于传递更多信息而非盈利之目的,同时并不代表赞成其观点或证实其描述,内容仅供参考。亚博yabo下载的版权归原作者所有,若有侵权,请联系yabo亚博88删除。


扫描关注
上海联净官方微信
随时了解最新资讯


