摘要:资源节约、绿色环保与食品安全正日益成为世界包装发展的主流元素,为顺应这一潮流,传统金属包装行业于20世纪90年代推出了一款新型包装材料——覆膜铁。从覆膜铁的原材料构成、结构特征、生产工艺、食品罐用生产加工工艺及其应用前景等方面进行了概述,其显著的优势契合和满足了21世纪包装发展的趋势和要求,必将引领金属食品饮料包装行业的一场“绿色革命”。
覆膜铁自20世纪90年代问世以来,一直备受关注,被誉为金属包装领域的一项革命性创新,其产品制造技术和应用开发在历经20余年的持续发展后,在日本已构建了一套相对完整的生产和应用产业体系,其技术发展和产品应用的动态一直是业界关注的焦点。
按生产工艺的不同,覆膜铁可分为熔融覆膜铁和黏合覆膜铁。黏合覆膜铁需要使用黏合剂,在环境友好及成型工艺上的不足与包装的发展存在偏差,正逐渐被熔融覆膜铁取代。覆膜铁及其应用领域非常广泛,本文仅介绍金属食品罐、饮料罐用的熔融覆膜铁。所谓熔融覆膜铁,就是通过熔融法,在一定温度范围内,按一定配比将特殊、专用的聚酯薄膜(可彩印)碾压在冷轧薄钢板(镀锡板tp或镀铬板tfs)上的一种新型复合材料。本文将从金属包装食品、饮料罐用覆膜铁的原材料构成、结构特征、生产工艺、制罐工艺及其应用前景等方面进行综述,以期国内包装同行对其有更多的了解。
1 覆膜铁原材料及其结构
1.1 覆膜铁的原材料
1.1.1 镀铬板
众所周知,镀锡板以其优异耐蚀性能和独特外观,成为金属食品罐和饮料罐用材料的首选。随着饮料市场规模的大幅度增长,镀锡板的用量也相应增大,市场一度出现供不应求的局面,导致镀锡板价格的持续上涨。与此同时,也加速了稀缺昂贵资源锡的消耗,为了降低成本和节约有限的锡资源,科研工作者们加大了对镀铬板的研发和应用。镀铬板在成本方面较镀锡板有明显优势,且具有较好的表面附着力,但镀铬层的硬、脆问题一直制约着镀铬板在深冲饮料罐领域中的应用。而覆膜铁材料的独特结构正好弥补了其先天缺陷,可被应用于各种金属罐领域。镀铬板材料一般由钢基板层、金属铬层、水合氧化铬层和油膜层组成,如图1所示。
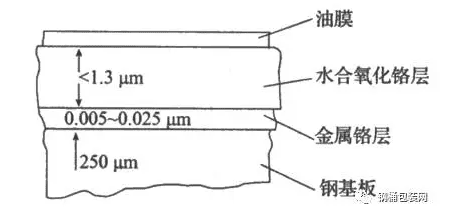
图1 镀铬钢板结构示意图
作为罐用覆膜铁镀铬板,其表面涂油量、镀铬总量和水合氧化铬的表层形貌对覆膜铁的表面附着力有重要影响。表1为镀铬板各层的规格和性能。

注:各厂家选用油脂不同,有些tfs涂有硬脂酸丁酯油。
镀铬薄钢板生产工艺分为一液法与二液法:一液法即电镀过程同时镀金属铬与铬水合氧化物;二液法为第一步采用高浓度铬酸电解镀金属铬层,第二步采用低浓度铬酸处理镀铬水合氧化物层。不管采用哪种方法,其电解液中都需添加硫酸或氟化物。研究表明,生成水合氧化铬的电解处理液中,添加剂使用氟化物比硫酸能获得覆膜贴合强度性能更好的产品。在覆膜铁的使用过程中,金属铬镀层的主要作用是提高其耐腐蚀性能;铬水合氧化物镀层不仅能提高其耐蚀性,同时也能提高覆膜的黏附性能:所以铬镀层的含量相当重要。表2 为国外主要相关厂商生产的tfs 的铬镀层量。

表2中的厂家均生产覆膜铁,因此可作为覆膜铁所用tfs的参考。但研究表明其适应于覆膜铁tfs镀铬量要求范围更窄,如日本钢铁工程控股公司jfe用于drd(draw-redraw)食品罐的覆膜铁universal brite type f 水合氧金属铬120mg/m2,铬化物15mg/m2。toyo kohan覆膜铁所选择的tfs基板,金属铬100-120mg/m2,铬水合氧化物11-13mg/m2,也有少数金属铬为100-150mg/m2,铬水合氧化物10-15mg/m2。
1.1.2覆膜用薄膜
覆膜铁生产所需的另一类重要材料为高分子薄膜,其性能既需要具有热塑性贴合能力,又要与不同罐装内容物的理化性能兼容,以确保其对镀铬基板和内容物的良好阻遏,同时,在罐装各种内容物的货架期内须保持所包装食品的风味。同时,在食品高温蒸煮杀菌过程中不变色和脱落,以保持高的湿润密闭性。在制罐成型过程中,能经受高温、高摩擦力和弯曲等复合力的作用,具有较好的附着力。因此,对于覆膜铁的研制来说,膜的研制是其核心技术,覆膜铁常用的薄膜大多为pp(polypropylene,聚丙烯)和pet(polyethylene terephthalate,聚对苯二甲酸乙二醇酯),其膜的特性如表3 所示。

从颜色来看,所覆薄膜多为透明膜和白膜,也有用于特殊包装用金色膜和镭射膜。罐内壁常为透明膜,罐外壁为便于印刷多为白膜,其中透明膜的厚度一般为12-40μm,白膜为13-38μm。从应用和加工成型来看,目前覆膜用薄膜大致可分为3类:用于深冲的膜(共聚pet-homopet ipa)、用于一般化工罐的膜(外层为homo pp/内层为改性pp 改性pe)、用于食品罐的膜(外层为改性pet/内层为新型homo pet)。一般的膜应使罐外层易于热帖,降低homo pet的结晶性能,并保证其后的加工性能;罐内层应保证较低的表面自由能,以减少和内容物的黏附性。从日本现在的覆膜罐制造技术来看,所选用的热贴薄膜为特殊配方双向拉伸聚酯薄膜。
1.2覆膜铁的结构
金属饮料罐、食品罐用覆膜铁的结构如图2所示。由图2可知,罐用覆膜铁的结构有罐内壁和外壁之分,用于罐内壁的覆膜包括双层结构,处于外层的薄膜一般需具有较好的机械力学强度,主要起到阻遏屏障作用;处于内层的结构主要保证具有与镀铬板的良好黏附性能和抗腐蚀性能。整个膜层的厚度一般在15-20μm。用于罐外壁的膜同内壁一样可按功能分为外层和内层,其内层需具有良好的黏附性能,对于耐腐蚀性能不作明确要求;外层应具有良好的机械性能以利于抗划伤和耐冲击及便于印刷等。从图3所示覆膜铁的横截面微观结构来看,与基板接触层为膜的高温熔融无取向层,随着热贴合温度的升高,其厚度相应增厚,膜与基板的附着力增强。覆膜铁的外层为结晶取向层,其厚度除受热贴合温度影响外,还与后续覆膜铁应用的热处理工艺和加工过程密切相关。
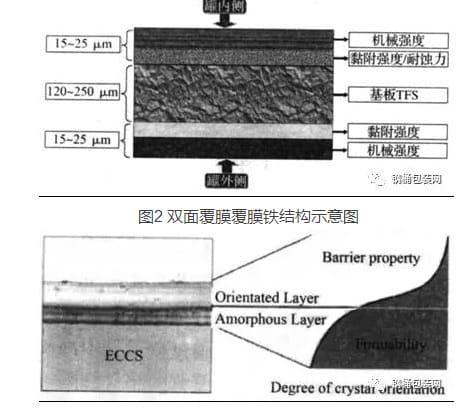
图3 覆膜铁横截面结构示意图
关于覆膜铁膜与基板的附着力机理,至今多数学者仍认同tanaka等提出的pet中c=o的o与tfs表面-oh的h结合成氢键的分子力观点,其结构如图4所示。
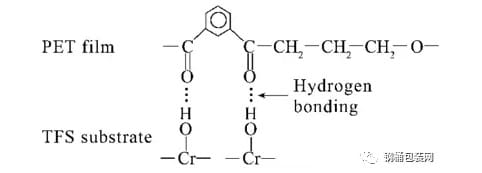
图4 tfs与pet的结合模型
masao komai等认为,镀铬板铬水合氧化物层的增厚,一方面会增大比表面积,提升与膜的附着性,铬水氧化物层镀量在5-20mg/m2显示良好的密封性,20mg/m2以上的样品密封性变差,其原因是由于高分子pet黏度较高,有时会进不去表面很深的谷底而留下空隙,当水分、尘土聚集于凹陷的谷底时,将劣化膜与镀铬铁的表面黏结性能。所以应综合水合氧化铬含量与表面微观结构对覆膜铁黏附性能的影响。在覆膜铁罐张拉成型的过程中,镀铬板表面的粗糙度与板厚、罐径、模具的温度及模口圆角半径等因素密切相关。表面粗糙度通常采用参数粗糙度ra和ppi值来进行表征,表4列举了国际上主要厂家生产的镀铬铁产品粗糙度值范围。

注:b 表示光亮表面,在具有磨石花纹的光滑表面的原板上镀铬后得到的有光表面;r表示石纹表面,在具有一定方向的磨石花纹表面的原板上镀铬后得到的有光表面;m表示表面无光泽。
2 覆膜铁的生产工艺
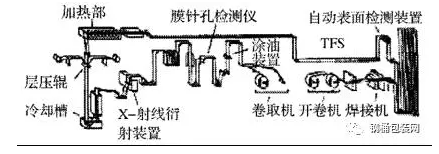
覆膜铁最早由东洋制罐的以今津胜宏为首的研究小组成员,联合东洋钢板、东洋食品机械、新日铁、日本钢罐以及帝人等公司技术人员,于1987年着手,历经5a研究而成。至目前为止,世界上覆膜铁最成熟的生产和应用技术仍在日本,本文以东洋钢板的第2条覆膜铁生产线(见图5)对覆膜铁的生产组成要素和关键部位进行介绍。由图5可看出,覆膜铁的生产线主要由镀铬铁开卷部分、焊接及铁表观质量检测、基板加热、覆膜单元、冷却单元、产品检测及涂油卷取等部分组成,其中最核心的部分为基板的加热区域和覆膜单元。
特别声明:本站所转载其他网站内容,出于传递更多信息而非盈利之目的,同时并不代表赞成其观点或证实其描述,内容仅供参考。亚博yabo下载的版权归原作者所有,若有侵权,请联系yabo亚博88删除。


扫描关注
上海联净官方微信
随时了解最新资讯




