锂电池系列18:一文了解电解液-yabo亚博88
2023-01-31
来源:雪球
一、电解液
是锂电池的四大关键材料之一,其本质作用是稳定地传导锂离子。目前,应用最广泛的是液体电解液。
电池的正负极和隔膜都浸泡在电解液中,在充放电过程中,电解液作为锂离子的传输媒介,一方面提供部分活性锂离子,作为导电离子使用,另一方面提供离子通道,帮助锂离子在其中自由移动。
就像人体物质的传输需要依靠血液一样,电解液就是锂电池内部物质传输的“血液”,对电池的能量密度、功率密度、循环寿命、安全性能、宽温应用等起着关键性作用。
作为锂电池的“血液”,电解液应具备五大基本特性:1、良好的导电性能,离子迁移的阻力小,能有效促进电极可逆反应的进行;2、良好的化学稳定性,不与正极、负极、隔膜、粘结剂等材料发生化学反应;3、宽电位范围,需要有 0-5v 的电化学稳定窗口;4、工作温度范围宽,在较宽的温度范围内(一般为-40℃~70℃)保持液态;5、环境友好,无毒或者低毒性。
电解液由溶剂、溶质和添加剂等原料在一定条件下,按一定比例配制而成。按质量占比,溶剂占 80%-85%、锂盐占 10%-12%、添加剂占 3%-5%;按成本占比,溶剂占比约 30%、锂盐占比约 40-50%、添加剂占比约 10-30%。其中溶剂质量占比最高,溶质成本占比最高,溶质价格的波动是影响电解液价格的主要因素。
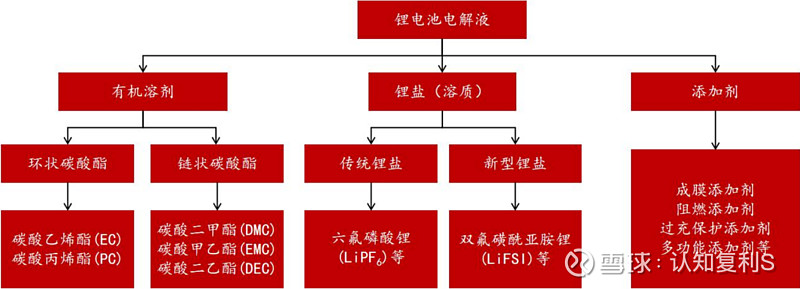
溶质采用各种含锂化合物,因为锂盐在溶剂中溶解后,可释放大量活跃锂离子,有利于提高电解液的导电性能。六氟磷酸锂(lipf6)具备全方位的优良性能和最强竞争力,是目前最常用的溶质,但未来有可能被lifsi替代。
溶剂为电解液的溶质提供液体环境,作为运输锂离子的载体。传统蓄电池使用水作为电解液溶剂,但由于锂电池的放电电压远高于水的电解电压(1.2v左右),有机溶剂成为锂电池产业化的选择。实际应用中,一般将高介电常数溶剂与低黏度溶剂混合使用,达到相互协作的目的,所以,电解液采用混合溶剂体系,目前95%溶剂以碳酸二甲酯(dmc)、碳酸乙烯酯(ec)、碳酸甲乙酯(emc)等碳酸酯类为主。
添加剂是在电解液中具有特定功能的物质,其含量较低,能明显提升电池的电化学性能。按作用类型的不同可以分为成膜添加剂、过充保护添加剂、高/低温添加剂、阻燃添加剂、倍率型添加剂等。电解液中通常含多种添加剂,碳酸亚乙烯酯(vc)和氟代碳酸乙烯酯(fec)是目前最常用的电解液添加剂,可在电极表面形成sei/cei膜,使得锂离子可自由进出,而溶剂分子难以通过,从而实现维护电极材料性能稳定,提高电池容量与循环性能效果。
根据高工锂电,电解液的生产流程如下:
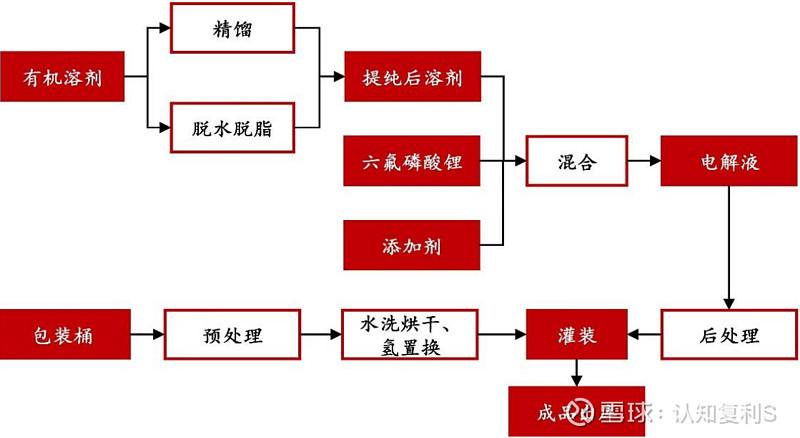
电解液生产流程较为简单,主要包括处理提纯、混合搅拌和罐装出货三步,所使用的原料储存罐、搅拌釜、管道以及各种表机均是标准设备,没有特殊的物化要求。因此,电解液生产的技术核心来自于原料配方。其中,溶质与溶剂的成分较为简单,工艺也已十分成熟,添加剂便成为了差异化战略的关键。优秀的配方不仅要充分满足客户的性能指标,更要与电池的其他材料较好兼容。
目前配方的来源主要有电解液厂商独立研发、与电池厂商合作研发、由电池厂商提供这三种方式,具备独立研发能力和成本管控能力的电解液厂商会拥有更强的议价能力。
二、锂盐:lipf6占据主导地位,lifsi 入局企业增多
六氟磷酸锂具有较高的电导率、良好的离子迁移数、较强的电化学稳定性、抗氧化性,还可在碳负极上形成适当的 sei 膜以及可有效钝化正极铝箔,能与各种正负极材料匹配,是目前商业化应用最广泛的锂电池溶质。
与其他锂盐相比六氟磷酸锂的单一性质并不突出,但综合来看性能最优。
六氟磷酸锂行业进入壁垒主要在于三个方面。
第一为技术壁垒,六氟磷酸锂生产条件苛刻,对原材料氟化锂和氢氟酸的纯度要求极高,生产过程容易爆炸或产生剧毒物质,属于典型的高科技、高危生产环境、高难生产的“三高” 技术产品,技术薄弱的企业难以生产。同时,作为锂离子电池的核心材料,六氟磷酸锂的纯度至少要达到 99.9%以上。提高产品纯度的方法主要有控制原辅材料纯度、采用先进设备、控制产品结晶和干燥四种。$天赐材料(sz002709)$ 和$多氟多(sz002407)$ 公司六氟磷酸锂制备原材料氢氟酸和氟化锂皆为自主生产,可以有效控制原料的纯度与一致性。
第二是投资壁垒。六氟磷酸锂前期投资金额较高、扩产周期长,环境安全审批时间长,形成有效产能大概需要 1.5-2 年,投资回报周期长。
第三是客户壁垒,六氟磷酸锂行业上下游联系紧密,产能供给集中度高,天赐材料、多氟多、天际股份 三家企业市占比达 50%以上,行业龙头企业签订长单提前锁定市场大部分六氟磷酸锂产品需求,即便在六氟磷酸锂行情不稳定时盈利能力也能得以保障,小企业或新入企业竞争力较弱。
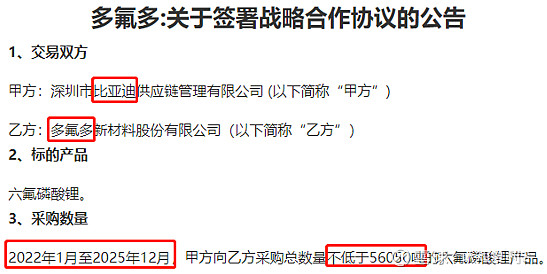
行业龙头生产技术与研发优势突出,具备成本优势,比六氟磷酸锂行业平均成本低 4-5 万元/吨。天赐材料采用电解液及其原材料一体化生产模式,主要生产的液态六氟磷酸锂以自供为主,生产成本相对较低。多氟多采用一体化连续循环生产的双釜法叠加氢氟酸自供,生产的固态六氟磷酸锂成本为行业最低水平。
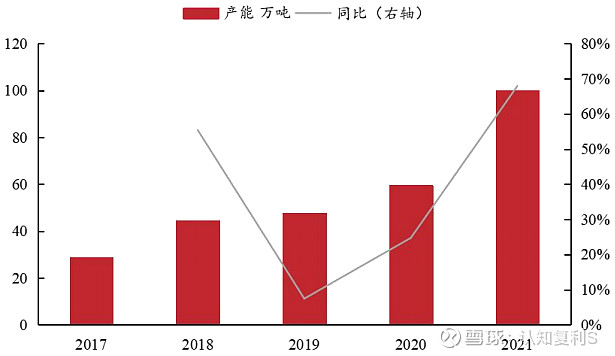
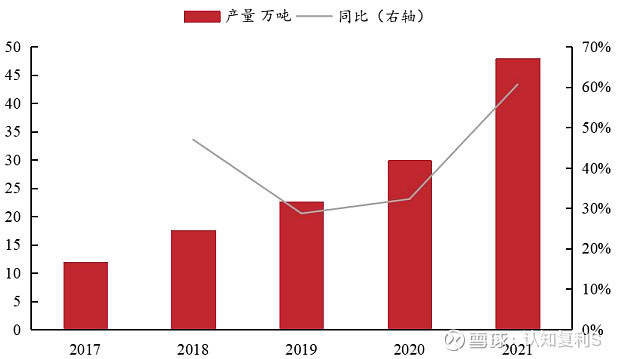
伴随着新能源汽车快速发展,国内生产企业积极扩产六氟磷酸锂。2017-2021 年,我国六氟磷酸锂产能从 3.62 万吨增长至 9.55 万吨,年均复合增长率 27.45%,其中 2021 年同比增长 69.03%;产量从 1.42 万吨增长至 5.4 万吨,年均复合增长率为 39.65%,其中 2021 年同比增长 91.49%。
我国六氟磷酸锂市场集中度高,以多氟多、天赐材料、江苏新泰为主导。
目前,主流锂盐六氟磷酸锂存在热稳定性差,遇水易生成腐蚀性氢氟酸,造成电池容量衰减等问题。此外,低温环境下六氟磷酸锂易结晶致使电导率降低,提高了电池内阻。为了进一步满足锂电池的性能需求,锂盐溶质也需朝着性能更优的方向更新迭代。
以双氟磺酰亚胺锂( lifsi)为电解质的电解液,与正负极材料之间保持着良好的相容性,可以显著提高锂离子电池的高低温性能。同时相比六氟磷酸锂,lifsi 具备更优异的离子导电性、热稳定性和电化学稳定性,且易溶于水和各种有机溶剂,几乎无副反应,在众多新型锂盐中性能最优,有望成为下一代锂电池溶质。
目前,制备双氟磺酰亚胺锂的主要原材料为磺酰胺、氯化亚砜、氯磺酸和氟化锂,其中氯化亚砜耗用量最多,1 吨双氟磺酰亚胺锂约需耗用 1.48 吨氯化亚砜。
根据qyresearch 的数据,我国是氯化亚砜最大的消费国与生产国,在全球市场份额约占 55%。随着市场对 lifsi 需求增多,也将带动氯化亚砜需求上升。目前,凯盛新材有15万吨氯化亚砜产能,为最大,其次为安徽金禾实业8万吨。
根据康鹏科技 招股说明书,六氟磷酸锂与双氟磺酰亚胺锂性能对比如下:

目前,国内lifsi生产商主要有三类:天赐材料、$新宙邦(sz300037)$ 等电解液企业,多氟多、永太科技、时代思康等氟化工企业以及华盛锂电 、康鹏科技等专业添加剂企业,所用的不同工艺路线在原材料可得性、环保处理上差异较大,进而导致成本和产能弹性的较大差异。
截至2022年8月,国内合计产能为 1.01 万吨/年。其中天赐材料拥有产能较多,为 0.63万吨/年,且其在建及拟建双氟磺酰亚胺锂产能达 16 万吨/年。其次是永太科技、康鹏科技和多氟多,在建及拟建产能分别为 6.7 万吨/年、1.5 万吨/年、1 万吨/年,合计在建及拟建产能达 25.94 万吨/年。
未来,成本与技术将成为电解液溶质行业的两大护城河。从新型电解质的角度来看,行业的技术迭代速度更快、进入门槛更高,因此产品的溢价能力更强。电解质行业龙头公司凭借超前的布局和长期的技术积累有望率先实现突破,原先的客户优势将助力其产品快速放量,充分享受新技术带来的红利。
三、溶剂:dmc 性能优异、呈双寡头格局
溶剂的性质要求:1、介电常数高,对锂盐的溶解能力强;2、熔点低,沸点高,在较宽的温度范围内保持液态;3、黏度小,便于锂离子的传输;4、化学稳定性好,不破坏正负电极结构或溶解正负电极材料;5、安全性好,成本低,无毒无污染。
常用的溶剂大致可分为三类:碳酸酯类、亚硫酸酯类和砜类。碳酸酯类产品由于性能和成本等综合优势凸显,是目前使用最为广泛的电解液溶剂。
其中,碳酸二甲酯(dmc)气味小、挥发性好、溶解能力强,可有效提升锂电池的电导率,此外还具备低温充放电性能佳、制作成本低廉的优势,是电解液中使用最为广泛的有机溶剂。
相比工业级溶剂,电池级溶剂纯度要求至少达到 99.99%,更高纯级产品要求甚至达到 99.995%以上,且由于催化剂选择要求高、提纯难度大,国内可以规模化生产电池级溶剂的企业较少。根据海科新源招股说明书,当前电池级溶剂市场较为集中,2020 年石大胜华与海科新源全球市场份额合计占比超 55%,市场呈双寡头垄断格局。
由于电解液溶剂往往需要多种产品进行混配,拥有全品类产品配套能力的企业竞争力有望凸显。因此,未来电解液溶剂行业的竞争格局有望演化为“电池级产品生产能力 成本 全品类布局”的综合竞争,具备技术优势、规模优势和成本优势的企业有望受益。
根据百川盈孚和华经产业研究院的统计,我国现有 147.6 万吨 dmc 产能中,工业级 dmc 为 131.2 万吨,占比高达 89%。而电池级 dmc 产能仅 16.4 万吨,占比仅为 11%。随着下游新能源汽车行业不断发展,电池级 dmc 需求不断增加,掌握了电池级 dmc 制备工艺的企业有望受益。
四、添加剂:改善电池性能、需求持续向好
不同应用领域对锂电池的性能要求不同,通过调整添加剂的种类和用量可定向改善锂电池性能。添加剂一般不参与充放电反应,且用量较小,但其可以改善电解液的电化学性能,使电解过程处于更佳的状态,是电解液不可或缺的部分。
添加剂的性质要求:1、在有机溶剂中溶解度较高;2、少量添加就能使一种或几种性能得到较大改善;3、不与电池其他组成成分发生有害副反应,影响电池性能;4、成本低廉,无毒或低毒性。
国内电解液添加剂以 vc、fec 为主。#电解液添加剂vc# 属于成膜添加剂,可在电池负极形成一层致密的 sei 膜,进而抑制溶剂分子嵌入破坏电极,提高电池的循环性能与可逆容量,通过添加剂可以在负极表层形成一层 sei 膜成为了锂离子商业化的关键一步。氟代碳酸乙烯酯(fec)具备较好的形成 sei 膜的性能,同时可提高电解液的低温性能。fec添加剂是为高倍率动力电池电解液定向开发的核心添加剂,能增强电极材料的稳定性。
添加剂 vc 和 fec 的原材料为碳酸乙烯酯和碳酸二甲酯,均为电解液溶剂,因此未来溶剂厂商切入添加剂赛道具备显著的原材料优势。
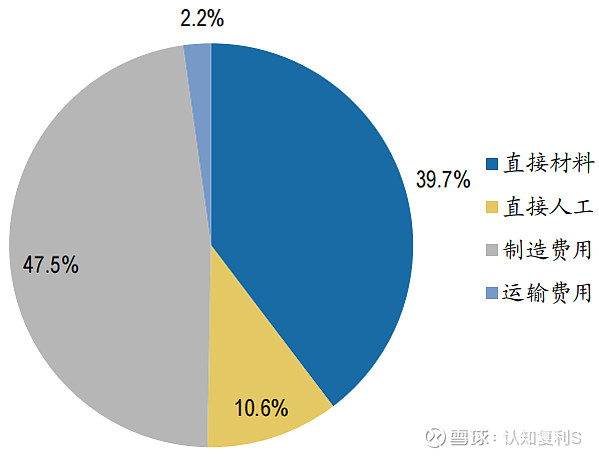
vc与fec皆为环状碳酸酯,在工业生产中都以碳酸乙烯酯(ec)为主原料进行加工生产。vc与fec生产工艺类似,通过合理的产线布置能够获得协同生产效益。两者的制造工艺复杂且原材料成本较高,因而制造费用与直接材料成本占比高。根据华盛锂电招股说明书披露,电解液添加剂的制造费用和材料成本占比分别达到了 47.5%和 39.7%。所以电解液添加剂行业除了原材料之外,各企业的生产工艺差异也会造成成本的较大差异,具备较强工艺改进和创新能力的企业也有望在竞争中脱颖而出。
2020 年在国内电解液添加剂出货量中,vc、fec 出货量占比分别为 42.1%、21.7%,合计达 63.8%。
vc 方面,2020 年 vc 前五大企业出货量合计达 78.6%,其中江苏盛华出货量位居第一,为 31.4%;其次是瀚康化工和青木高新,出货量占比分别为 14.1%、11.8%。vc的主要作用是提高电池容量和循环寿命,由于vc在磷酸铁锂电池中添加比例远高于三元电池,磷酸铁锂需求增长带动vc产量大幅提升。
fec 方面,2020 年 fec 出货量位居前三的分别为江苏盛华、瀚康化工和苏州华一,占比分别为 48.8%、27.1%、11.4%,合计达 87.3%。
五、电解液行业格局
根据百川盈孚数据,2021 年我国电解液产能为 99.99 万吨,同比增长 67.94%。2017-2021 年我国电解液产能年均复合增长率为 36.74%。
2017-2021 年,我国电解液产量从 11.92 万吨增长到 47.93 万吨,年均复合增长率为 41.61%,其中 2021 年同比增长 60.68%。
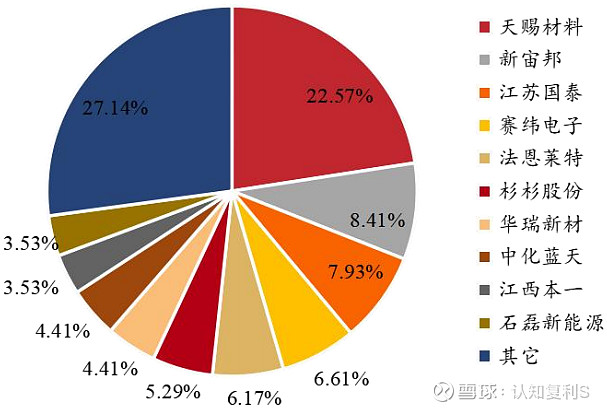
根据百川盈孚数据,2022 年前7个月,国内电解液行业 cr5 为 51.69%。其中排名前三的分别为天赐材料、新宙邦、江苏国泰,合计达 38.91%。
电解液需求结构中,动力电池占主导,2022h1 动力电池需求占比高达 70%,是电解液主要的终端应用领域。根据高工锂电的数据,三元电池单 gwh 大约消耗电解液 700-900 吨,而磷酸铁锂电池单gwh 大约消耗电解液 1300-1500 吨,随着磷酸铁锂电池装机量和装机占比的不断提升,将进一步带动电解液需求高速增长。
储能在政策的大力推动下快速发展,从 2019 年的 3.11%的占比快速提升至 2022h1 的 18%。消费电池需求占比基本保持稳定,未来在动力电池和储能电池快速增长的背景下其占比或降低。根据百川盈孚和高工锂电数据,电解液消费结构(万吨)如下图
根据百川盈孚的统计数据,我国现有电解液产能约 110 万吨,预计到 2024 年产能将扩张至430 万吨,行业竞争格局将日益激烈。

作者:认知复利s
链接:https://xueqiu.com/1915685449/235952090
来源:雪球
著作权归作者所有。商业转载请联系作者获得授权,非商业转载请注明出处。
风险提示:本文所提到的观点仅代表个人的意见,所涉及标的不作推荐,据此买卖,风险自负。
特别声明:本站所转载其他网站内容,出于传递更多信息而非盈利之目的,同时并不代表赞成其观点或证实其描述,内容仅供参考。亚博yabo下载的版权归原作者所有,若有侵权,请联系yabo亚博88删除。